

Complete, ready-to-use methane digester, designed especially for dairies with 50 to 240 animal units.
Installed and operational in 7 to 10 Days!
With over 100 installations in Europe, this technology is now ready for your farm in the USA – at an AFFORDABLE price.
Why a methane digester?
- Because of rising electricity costs – Lower, fixed electricity costs.
- Because you already have the resource: manure – Lower your CO2 emissions.
- Because cows always produce manure, even when the sun doesn’t shine and the wind doesn’t blow! – Realize consistency with 24/7 production.
- Because you can heat your water yourself – Lower your energy costs.
- Because you can realize higher crop yields with lower fertilizer costs – Digested manure is broken down into an elemental state that allows the plant to uptake nutrients more efficiently.
- Because digested manure has a much lower, less offensive odor than non-digested manure – Improve neighbor relations.
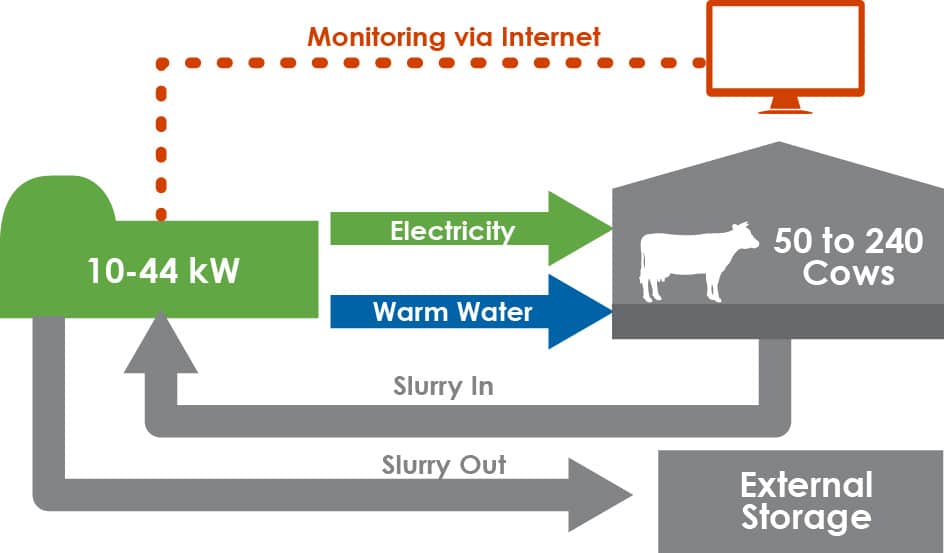
How does it work?
Several times throughout the day, a fixed amount of manure is pumped into the reactor and an equal amount is pumped out.
Inside the reactor, biogas is formed through anaerobic fermentation, resulting in methane-rich biogas. 
The gas is then purified (H2S removed) and burned in an internal combustion engine attached to a generator. The generator produces electricity for your farm and sends excess electricity to the grid.
The discharged manure can then be sent to a screw press for solids separation. Separated solids are used for bedding, and liquids are sent to storage to be applied to the crop fields as fertilizer.
Martin Construction Resource offers Mini Digesters two ways –
- Buy a complete Mini digester kit and install it yourself.
- Buy a complete Mini digester kit and have Martin install and warranty the digester installation.
Martin Construction Resource offers Mini digester parts and service to suit your needs.
